Оборудование для обработки полостей кузова и методы обработки Range Rover 3
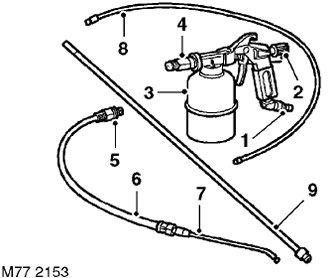
- Вход воздуха
- Регулировка формы распыления
- Бачок (емкостью 1 л). Максимальное давление 9,7 бар (9,84 кг/кв.см)
- Штуцер пистолета
- Штуцер насадки
- Гибкий наконечник
- Жесткий наконечник с соплом, имеющим узкий конус распыла
- Гибкий найлоновый шланг с широким конусом распыла 360°
- Жесткий наконечник (1100 мм) с широким конусом распыла 360°
При повторной обработке полостей, покрытие которых было нарушено при ремонте, необходимо использовать пистолет, работающий от компрессора с бачком, рассчитанным на высокое давление, и набором различных съемных наконечников.
При выборе наконечника, устанавливаемого на пистолет, в зависимости от условий работы необходимо учитывать следующее:
- Используйте жесткий или гибкий наконечник с широким конусом распыла в 360° для обработки скрытых полостей, чтобы обеспечить максимальную поверхность обработки.
- При затрудненном доступе в полость, (когда вход узкий или полость небольшого размера), используйте загнутый наконечник с более направленным распылением.
- Открытые поверхности днища следует обрабатывать непосредственно пистолетом без наконечников, не прерывая подачу жидкости.
Гибкий найлоновый наконечник длиной 1100мм
Этот наконечник похож по конструкции на жесткий наконечник, но позволяет лучше обработать криволинейные полости или места с затрудненным доступом. Главным его недостатком является отсутствие точности позиционирования внутри закрытой полости.
Выполняйте всю обработку с помощью наружного конца наконечника. Вытягивайте наконечник из полости медленно, чтобы обеспечить достаточную обработку поверхности. Не вытягивайте наконечник слишком быстро.
Обратите внимание, чтобы нейлоновый шланг наконечника не задевал за края входного отверстия полости, чтобы исключить абразивный износ и продлить срок службы шланга. Будьте внимательны, чтобы распыление прекратилось до того, как сопло наконечника выйдет из входного отверстия полости. Для облегчения этого покрасьте последние 30 мм наконечника КРАСНОЙ краской.
Изогнутый конец гибкого наконечника
Изогнутый жесткий конец с соплом позволяет получить мелкодисперсную узкую коническую струю, направленную далеко вперед и имеющую хорошие характеристики распыления. Такая комбинация позволяет хорошо обработать короткие узкие полости, может быть использована для обработки внутренних панелей колесных арок и других подобных мест.
Во время работы располагайте плоскую поверхность конца наконечника под 180° к направлению струи из сопла. Это позволит более точно направлять струю, когда сопло скрыто в полости или в отверстии полости.
При общей обработке поверхностей перемещайте сопло по дуге из стороны в сторону, чтобы обеспечить полную обработку.
Содержите все оборудование для обработки поверхностей в чистоте. Очищайте все детали уайтспиритом сразу же после окончания нанесения покрытия.
Адгезивные материалы для каркаса кузова
Адгезивная мастика, наносимая непосредственно на металл, наносится на места ответственных швов во время заводской сборки кузова. При этом используется высокотемпературное нанесение материала на базе нитрил фенола. Материал склеивает между собой две металлические поверхности, являясь одновременно герметиком, защищающим от проникновения в стык грязи, влаги и газов. Этот материал не предназначен для использования при кузовном ремонте, поэтому он должен заменяться подходящим герметиком для несущих элементов кузова.
Швы, требующие применение герметика для несущих элементов кузова, показаны на предыдущих рисунках. На рисунках показаны только швы, образующиеся при замене поврежденных панелей. Наносите герметик для несущих элементов в места, показанные на рисунке, или на все сопрягаемые поверхности деталей.
ВНИМАНИЕ: При отделении деталей, соединенных между собой адгезионным материалом, соединяющим детали, важно не вызвать деформацию места стыка. Постепенно нагревайте место стыка, пока герметик не размягчится достаточно, чтобы можно было легко разъединить склеенные панели.
ПРИМЕЧАНИЕ: Если точечная сварка выполняется на стыке деталей, соединенных таким склеивающим герметиком, следует тщательно подбирать параметры трансформатора, чтобы получить надежный сварочный шов.
Вспенивающиеся уплотнители
Расширяющиеся вспенивающиеся уплотнители используются в различных скрытых полостях кузова для улучшения характеристик автомобиля. Эти уплотнители увеличиваются в объеме во время процесса окраски при сборке автомобиля и плотно заполняют пространство полости. Уплотнители применяются в различных местах автомобиля.
Основная задача этих уплотнителей - изоляция салона автомобиля от шума и вибрации, особенно от дорожного шума. Звукоизоляционные уплотнители размещаются так, что они затрудняют усиление звука в данном элементе конструкции и способствуют отражению звуковых волн дорожного и аэродинамического шума от кузова автомобиля.
Другой функцией акустических уплотнителей является уплотнение закрытых полостей от попадания воды, воздуха, пыли и газов.
Другим преимуществом применения вспенивающихся материалов внутри полостей является существенное увеличение жесткости и прочности элементов кузова, улучшающих безопасность в случае столкновения.
Вспенивающиеся уплотнители производятся на базе расширяющейся синтетической резины Betacore 4300.
Все вспенивающиеся уплотнители наносятся на кузов неокрашенный в металле, а в процессе нагрева после окраски уплотнители расширяются, увеличиваясь в объеме до восьми раз.
Замена уплотнителей
Поскольку температура нагрева деталей при покраске во время ремонтных работ значительно ниже, чем при заводской покраске, при замене уплотнителей во время ремонта требуется другая технология.
Если при ремонте заменяется деталь, обработанная вспененным материалом, полости новой детали должны быть также обработаны звукопоглощающим заполнителем. Акустический заполнитель следует наносить после окончания покрасочных работ и нанесения защитного воска на внутренние поверхности полостей. При нанесении вспенивающегося материала он должен заполнить все пространство полости.
Заводская обработка
Все стальные листы оцинкованы с двух сторон.
В процессе изготовления кузов автомобиля обрабатывается следующими антикоррозионными материалами.
- При заводской сборке кузова на некоторые места сварки наносят в разогретом состоянии герметизирующее покрытие на базе ПВХ.
- Герметик на базе ПВХ наносится на нижнюю поверхность днища и порогов, на переднюю поверхность нижней поперечины панели управления.
- Восковая мастика, наносимая на внутренние поверхности различных полостей кузова.
При каждом ремонте кузова необходимо обеспечить восстановление антикоррозионного покрытия ремонтируемых деталей с помощью рекомендованных материалов.
Материалы для герметизации швов
При заводской сборке кузова на некоторые места сварки наносят в разогретом состоянии герметизирующее покрытие на базе ПВХ. Этот материал не предназначен для использования при кузовном ремонте, поэтому он должен заменяться подходящим герметиком для несущих элементов кузова.
Места сварки, на которые при заводской сборке наносится герметизирующее покрытие, детализируются в следующих рисунках.
Герметизирующее покрытие швов наносится после слоя грунта, но до обработки поверхностей и нанесения верхнего слоя лакокрасочного покрытия. Уплотнитель швов должен образовывать непрерывный валик, профиль которого зависит от типа шва. Если материал уплотнителя наносится с помощью кисти, будьте особенно внимательны, чтобы вся поверхность шва оказалась обработана. Если требуется придать слою покрытия определенную форму, пользуйтесь тканью, смоченной в растворителе, таком как уайтспирит или Shell SBP3.
Обеспечьте, чтобы ВСЕ ремонтные сварочные швы, к которым можно получить доступ, были бы обработаны герметиком при ремонте. При повреждении кузова деформации часто подвергаются детали, расположенные далеко от места удара. В результате, герметизирующее покрытие в этих местах может быть повреждено в процессе исправления деформации деталей и при ремонте. Проверьте все сварочные швы в местах, находящихся рядом с деталями, подвергающимися ремонту, на предмет повреждения покрытия, после чего удалите поврежденное или треснувшее покрытие и нанесите свежее покрытие в соответствии со следующей процедурой:
- Зачистите место поврежденного покрытия и протравите зачищенную поверхность металла соответствующим фосфатным грунтом.
- Обработайте поврежденную поверхность кислотным грунтом.
- Нанесите подходящий слой уплотнителя.
- Нанесите соответствующее лакокрасочное покрытие и слой герметика для днища.
Если швы расположены в труднодоступном месте, то в процессе сборки или установки деталей обработайте места соединения пастообразным уплотнителем. Некоторые места швов становятся недоступными после окончания ремонта. В таких случаях следует наносить уплонитель швов и лакокрасочное порытие до завершения сборки.
Если позволяет доступ, наносите уплотнитель на ремонтный сварочный шов с обеих сторон. Если доступ к сварочному шву открыт только с одной стороны (как при сварке коробчатых сечений), обрабатывайте закрытую полость с помощью защитного состава для закрытых полостей.
Приспособление\\Инструмент для обработки скрытых полостей
Как не ошибиться с АНТИКОРОМ рамы, кузова и днища. Разбираем ошибки на примере Tahoe и Escalade
Состояние рамы после обработки DINITROL 2 ГОДА СПУСТЯ
Снятие кузова Дискавери за 19 минут - пошаговая инструкция от ЛР ВЕСТ .
ПУШечное САЛО. Антикоррозионная обработка.
РАЗВОД в сервисах Land Rover Range Rover. Лиса рулит. Елена Лисовская